- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Precauciones para moldes de extrusión de perfiles de aluminio: la primera parte
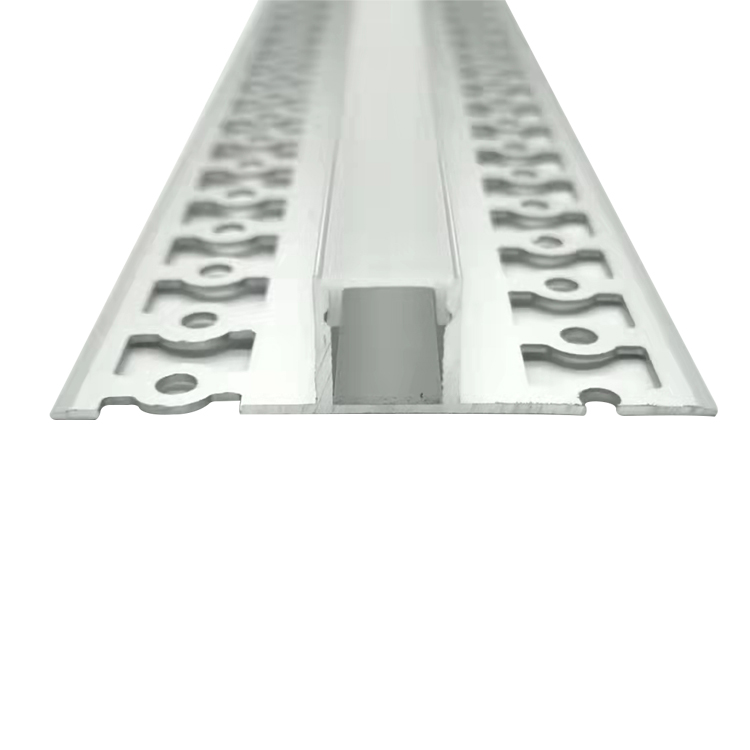
Esta es la primera parte de las precauciones paraextrusión de perfil de aluminiomoldes.
(1) Utilice instrumentos avanzados para detectar la precisión dimensional, la dureza y la rugosidad de la superficie del molde en línea y fuera de línea. Los moldes que han pasado la inspección y aceptación se registran y se colocan en los estantes del almacén. Cuando lo utilice, retire la correa de trabajo del orificio del molde de pulido y ensamble e inspeccione el molde guía, el molde del perfil y la almohadilla del molde. Si se confirma que son correctos, envíelos a la máquina para calentarlos;
(2) Requisitos de temperatura de calentamiento antes de colocar la herramienta de extrusión de perfiles de aluminio en la máquina: cilindro de extrusión: 400~450 ℃, almohadilla de extrusión: 350 ℃, almohadilla de matriz: 350 ~ 400 ℃, matriz plana: 450 ~ 470 ℃, matriz dividida : 460~480℃, el tiempo de retención se calcula según el espesor del molde (l,5~2 minutos/mm);
(3) El tiempo de calentamiento de la herramienta de extrusión de perfiles de aluminio en el horno no debe exceder las 10 horas. Si el tiempo es demasiado largo, la correa de trabajo del orificio de la matriz se corroerá o deformará fácilmente;
JE es una fábrica especializada en perfiles de extrusión de aluminio LED. Para obtener más detalles, consulte:
www.jeledprofile.com
O póngase en contacto con: sales@jeledprofile.com
Teléfono/Whatsapp/Wechat: 0086 13427851163


